


























Műszaki összehasonlítás: félautomata vs. kézi keményszalagozás olajmezőszerszámokhoz
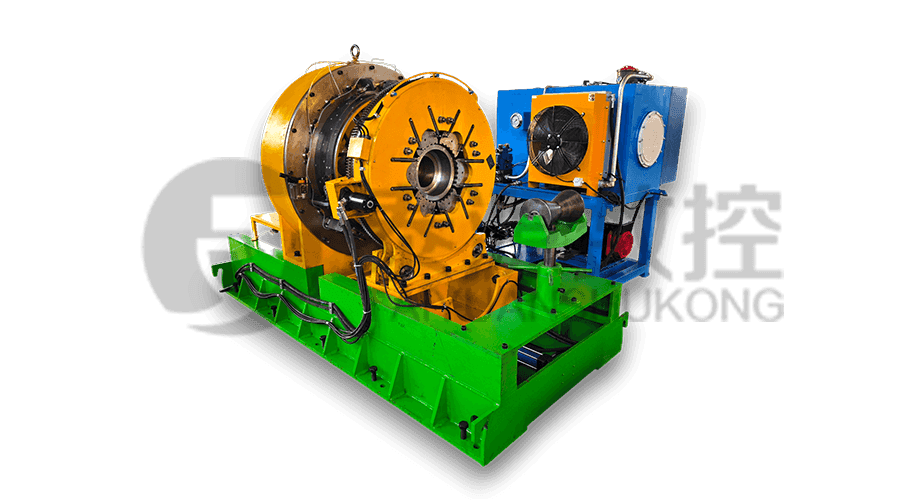
Az olaj- és gázipar megerőltető környezetében a fúrócsövek közepének kemény szalagozása elengedhetetlen a burkolat és a fúrólyuk falai kopásának csökkentése érdekében. Míg a kézi hegesztésnek történelmi gyökerei vannak, a speciális gépek felé való elmozdulás újradefiniálta a kohászati integritás szabványait. Jiangsu Taiyuan CNC szerszámgép Co., Ltd. , a kőolajipari berendezések országos gyártóbázisa, gyártja a Félautomata hegesztőgép kifejezetten fúrócsőkötések és központosítók keményszalagozására tervezték. Deoxidált védőgázas hegesztési eljárások alkalmazásával, Jiangsu Taiyuan CNC szerszámgép Co., Ltd. nagy szilárdságú, kopásálló kötést biztosít, amelyet a kézi módszerek nehezen tudnak következetesen reprodukálni.
Kritikus különbségek a keménysáv végrehajtásában
A kézi rendszerekről a félautomata rendszerekre történő műszaki átállás befolyásolja a fúrósor szerkezeti élettartamát:
- A betét egységessége: A kézi hegesztés érzékeny az emberi fáradtságra, ami a peremmagasság és -szélesség eltéréséhez vezet. A Félautomata hegesztőgép szinkronizált forgási mechanizmust és automatikus huzalelőtolást használ a tökéletesen egyenletes sáv biztosítása érdekében, amely megakadályozza a helyi feszültségkoncentrációkat.
- A gázárnyékolás integritása: A deoxidált gázárnyékoláshoz stabil áramlásra van szükség a légköri szennyeződés elkerülése érdekében. A félautomata rendszerek állandó fúvókatávolságot tartanak fenn, biztosítva, hogy a hegesztőmedence tiszta és porozitásmentes maradjon, ami létfontosságú a nagy szilárdságú alkalmazásoknál.
- Hőszabályozás: A kézi hegesztés során bekövetkező túlmelegedés megváltoztathatja a fúrócső kohászatát, ami ridegséghez vezethet. Jiangsu Taiyuan CNC szerszámgép Co., Ltd. A berendezés nagy hajtóerőt biztosít a hőbevitel precíz szabályozásával, megőrzi az alapfém mechanikai tulajdonságait.
Műszaki paraméterek összehasonlítása: félautomata vs. kézi hegesztés
Az alábbi táblázat szemlélteti, hogy miért Jiangsu Taiyuan CNC szerszámgép Co., Ltd. a professzionális olajmező-szolgáltatások speciális félautomata megoldásaira összpontosít:
| Műszaki mérőszám | Kézi Hardbanding | Taiyuan félautomata sorozat |
|---|---|---|
| Folyamat típusa | Kézi ív/bot | Deoxidált gázzal védett hegesztés |
| A hegesztési gyöngy konzisztenciája | Alacsony (kezelőtől függő) | Magas (mechanikai pontosság) |
| Termelési hatékonyság | Szabványos | Magas (folyamatos ciklus) |
| A gépalap merevsége | N/A | Kiváló (öntöttvas ágy merevség) |
| Precíziós megőrzési idő | Minimális | Hosszú távú (high-tech alkatrészek) |
| Hibapontok | Magas (emberi hiba) | Kevés (Egyszerű, robusztus szerkezet) |
A Jiangsu Taiyuan CNC szerszámgép Co., Ltd.-ről
2003-ban alapították Taixing Cityben, a "Ginkgo szülővárosában", a Jangce folyó közelében. Jiangsu Taiyuan CNC szerszámgép Co., Ltd. 24 800 m²-en terül el, és létfontosságú termelési bázisként szolgál a kőolajipari berendezések iparában. A cég speciális gépek széles skáláját kínálja, beleértve fúrócső gyártósorok, csatlakozó CNC csőmenetvágó esztergagépek és fúrócső központosító kopásálló szíjfelszínező gépek . Az ISO minőségbiztosítási rendszer tanúsításával termékeiket széles körben használják olyan iparági óriások, mint a Shanghai Baosteel, a Shandong Shengli olajmező, valamint az Egyesült Államokban, Japánban és Algériában működő nemzetközi vállalatok. A nagy hajtóerőről és az erős specifikusságról ismert, Jiangsu Taiyuan CNC szerszámgép Co., Ltd. továbbra is elkötelezett az energetikai berendezések specializációja és a globális kiválóság mellett.
Iparági GYIK
-
Miért fontos a dezoxidált gáz árnyékolása a fúrócsöveknél?
A kopásálló szalagok felületkezelése során a beszorult oxigén mikrorepedéseket okozhat. A Félautomata hegesztőgép től Jiangsu Taiyuan CNC szerszámgép Co., Ltd. speciális gázkeverékeket használ a hegesztőmedence dezoxidálására, így biztosítva, hogy a keményszalag nagy szilárdságú legyen, és képes ellenállni a mélyfúrás nagy nyomatékának.
-
Hogyan befolyásolja az ágy merevsége a hegesztés minőségét?
Akárcsak a miénk fúrógalléros menetesztergák , a hegesztőegységek stabil alapot igényelnek. A gépek jó merevsége és egyszerű szerkezete a Jiangsu Taiyuan CNC szerszámgép Co., Ltd. megakadályozza a vibrációt a hegesztési ciklus során, ami elengedhetetlen a kopásálló anyagok egyenletes eloszlásához.
-
Milyen iparágak profitálnak a Taiyuan speciális gépeiből?
Termékeinket széles körben használják az olajmezőkben, a geológiában, a bányászatban és a vegyiparban. Akár a csavarszivattyús rotoros marógép vagy a hajlított héjú cső menetvágó gép , magas termelési hatékonyságot és megbízható minőséget biztosítunk a felhasználók számára világszerte.
