Emlékeztető információk


Jun 26, 2025
A Φ1000 mm -es olajcsövek feldolgozó eszterga A nehézipar sarokköveként áll, kifejezetten az olaj- és gázvezeték -gyártás és karbantartás igényes követelményeire. Ezeket a robusztus gépeket úgy tervezték, hogy kezeljék a nagy átmérőjű csövek jelentős méreteit és anyagi tulajdonságait, biztosítva a kritikus műveletek pontosságát és hatékonyságát. Ez a cikk a speciális esztergak technikai bátorságát, alkalmazását, kiválasztását és karbantartását belemeríti.
Nagy orsófurat: Meghatározó tulajdonság a túlméretezett orsófúrás, amely általában meghaladja az φ1000 mm-t, ami lehetővé teszi a nagy átmérőjű olajcsövek teljes áthaladását a fejlécen keresztül.
Magas merevség és stabilitás: A nagy teherbírású öntöttvasból, a gépi ágyból és más szerkezeti alkatrészekből épül fel, hogy a rezgések felszívódjanak és ellenálljanak a jelentős vágási erőknek, biztosítva a kivételes stabilitást a megmunkálás során.
Erőteljes főmotor: Magas-torque motorokkal felszerelt ezek az esztergak könnyedén meghajthatják a nagy munkadarabokat, és mély vágásokat végezhetnek olyan kemény anyagokon, mint a nagy szilárdságú acél.
Széles ágyak: A ágyak nagylelkű szélessége robusztus támogatást nyújt a nehéz munkadarabokhoz, és biztosítja a pontos kocsi mozgását, még szélsőséges terhelések mellett is.
Fejlett chucking rendszerek: Gyakran a nagy teherbírású elülső és a hátsó chuck-ok (néha hidraulikus vagy pneumatikus), ezek a rendszerek biztonságosan megfogják a csövet, minimalizálják a kifutást és biztosítják a koncentrikusságot.
Változó orsósebességek: Az orsósebességek széles skálája, amelyet gyakran frekvenciaváltók vezérelnek, lehetővé teszik az optimális vágási paraméterek számára a különféle csőanyagok és a megmunkálási műveletek között.
Precíziós betáplálási mechanizmusok: Kézi, automatikus vagy CNC-vezérlésű, a takarmányrendszereket úgy tervezték, hogy nagyon pontos szerszám pozicionálódjanak és az anyagok következetes eltávolításához.
Speciális szerszámok: Ezek az eszterők robusztus szerszámtartókat és vágószerszámokat használnak, amelyek képesek kezelni a cső megmunkálásának egyedi kihívásait, például a menetes, arcát, és a nagy átmérőjű átkötést.
A cső átmérője és a hosszúság tartománya: Míg a címsor φ1000 mm -t határoz meg, ellenőrizze a cső átmérőjének és hosszúságának teljes tartományát, amelyet feldolgoz. Győződjön meg arról, hogy az eszterga kapacitása megfelel vagy meghaladja ezeket a követelményeket.
Anyagkompatibilitás: Különböző olajcsövek készülnek különféle acélból. Ellenőrizze, hogy az eszterga ereje, merevsége és szerszámozási lehetőségei alkalmasak -e a megmunkálásra kerülő anyagokhoz.
Szükséges megmunkálási műveletek: Azonosítsa az elvégzendő elsődleges műveleteket (pl. Szálak, tengelykapcsoló, arccal, Chamfering, REAMing). Az esztergait a szükséges funkciókkal és szerszámokkal kell felszerelni.
Pontosság és precíziós követelmények: Határozza meg a késztermékekhez szükséges toleranciaszinteket. A CNC eszterga általában nagyobb pontosságot kínál, mint a hagyományos kézi gépek.
Termelési mennyiség: A nagy mennyiségű termeléshez az automatizálási funkciókkal rendelkező CNC eszterga hatékonyabb lesz. Alacsonyabb mennyiség vagy speciális feladatokhoz elegendő lehet a hagyományos eszterga.
Költségvetés: Az eszterga jelentős befektetést képvisel. Egyenesítse meg költségvetési korlátait a műveletekhez szükséges funkciókkal és képességekkel.
Az értékesítés utáni támogatás és szolgáltatás: Fontolja meg a gyártó hírnevét a támogatás, a tartalék alkatrészek rendelkezésre állása és a technikai segítségnyújtás szempontjából, mivel ez kritikus jelentőségű a hosszú távú működéshez.
Olaj- és gázvezeték -gyártás: A cső végeinek szálakhoz, a csatlakoztatók megmunkálása és a csövek előkészítése az új csővezeték -konstrukcióhoz való csatlakozáshoz.
Oilfield feltárása és előállítása: A lejtős szerszámok, fúrócsövek és házcsövek karbantartásához és javításához használják.
Csövekjavítás és felújítás: Alapvető fontosságú a sérült csövek végeinek újbóli elindításához, a kopott szakaszok javításához és az értékes csővezeték-alkatrészek élettartamának meghosszabbításához.
Petrolkémiai és vegyiparok: A nagy átmérőjű csővezetékek gyártásában és karbantartásában alkalmazva a feldolgozó üzemekben.
Nehéz ipari gyártás: A nagy átmérőjű hengeres munkadarabokhoz alkalmazható, pontos fordulást, szálakat vagy szembesülést igényel.
Művelet:
Üzemeltetői képzés: Csak képzett és tanúsított operátorok futtathatják a gépet, betartva az összes biztonsági protokollot.
Munkadarab beállítása: Győződjön meg arról, hogy a csöveket biztonságosan rögzítik mindkét chuck -ban, megfelelő központú és támaszkodva, hogy megakadályozzák a leereszkedést és a rezgést.
Vágási paraméterek: Használjon megfelelő orsósebességet, takarmány -sebességet és a vágás mélységét az anyaghoz és a szerszámhoz a vágási hatékonyság és a szerszám élettartamának optimalizálása érdekében.
Hűtőfolyadék -felhasználás: Használjon megfelelő hűtőfolyadékot a hő eloszlásához, a vágási művelet kenéséhez és a forgácsoláshoz.
Rutin karbantartás:
Kenés: A gyártó ajánlásainak megfelelően rendszeresen ellenőrizze és töltse fel a kenési szinteket az összes mozgó alkatrész, beleértve a GuideWays -t, a fogaskerekeket és a csapágyakat.
Tisztítás: Tartsa a gépet a chipektől, a swarf -tól és a szennyeződésektől. Minden használat után tisztítsa meg az ágyakat, a chucks -ot és a szerszámteget.
Ellenőrzés: Időnként ellenőrizze a kritikus alkatrészek, például a Chuck állkapocs, a GuideWays, az ólomcsavarok és az elektromos csatlakozások kopását.
Igazítás ellenőrzése: A megmunkálási pontosság fenntartása érdekében rendszeresen ellenőrizze a fejléc, a farok és az ágy igazítását.
Gondoskodás:
Környezetvédelmi ellenőrzés: Vezesse az eszterga tiszta, száraz környezetben, védve a túlzott por, páratartalom és a hőmérsékleti ingadozásoktól.
Védő burkolatok: Győződjön meg arról, hogy az összes védőfedel és őr a helyén van és funkcionális.
Szerszámok és kiegészítők tárolása: Bolt vágószerszámok, Chuck állkapocsok és egyéb kiegészítők megfelelően a sérülések és a korrózió megelőzése érdekében.
Ütemezett szervizelés: Tartsa be a gyártó ajánlott szolgáltatási intervallumait a szakmai ellenőrzésekhez és a megelőző karbantartáshoz.
CNC olajcső eszterga:
Előnyök:
Nagyobb pontosság és megismételhetőség: A CNC rendszerek kiváló pontosságot és konzisztenciát kínálnak a megmunkálási műveletek során, ideálisak az összetett szálakhoz és a szoros toleranciákhoz.
Megnövekedett termelékenység: Az automatizált ciklusok és a gyorsabb szerszámváltozások magasabb kimenetet eredményeznek, különösen az ismétlődő feladatokhoz.
Csökkentő operátor hiba: A programozás minimalizálja az emberi hibákat, ami kevesebb lemezelt alkatrészhez vezet.
Komplex geometriák: képesek bonyolult profilokat és többszörös menetes típusokat előállítani könnyedén.
Telepítés:
Alapítvány: A pontosság fenntartásához rendkívül stabil és szintű alapot igényel.
Tápellátás: Megbízható és stabil tápegységre van szüksége, gyakran háromfázisú, speciális feszültség- és amperage-követelményekkel a vezérlőrendszerre és a motorokra.
Környezeti ellenőrzés: Az érzékeny elektronika ellenőrzött környezetet igényel, mentes a túlzott portól, a hőmérsékleti ingadozásoktól és a páratartalomtól.
Hálózatépítés: Hálózati csatlakoztatást igényelhet a programátvitelhez és a távoli diagnosztikához.
Karbantartás:
Szoftverfrissítések: Gyakran rendszeres szoftverfrissítésekre van szükség.
Elektronikus alkatrészek ellátása: Különös figyelem a vezérlőszekrények és az elektronikus alkatrészek tisztaságára és hőmérsékletére.
Diagnosztikai eszközök: Készítsen speciális diagnosztikai eszközöket és szakértelmet az elektronikus és a szoftver problémáinak hibaelhárításához.
Megelőző karbantartás: Még mindig mechanikus kenést és tisztítást igényel, de hozzáadott réteg elektronikus rendszer -ellenőrzésekkel.
Hagyományos olajcső eszterga:
Előnyök:
Egyszerűség és robusztusság: Általában egyszerűbb a tervezésben, és megbocsátóbbá teszi őket az igényes környezetben.
Alacsonyabb kezdeti költség: Általában olcsóbb megvásárolni, mint egy összehasonlítható CNC modell.
Sokoldalúság az egyszeri feladatokhoz: Ideális az egyedi, nem ismétlődő feladatokhoz, ahol a CNC programozása időigényes lenne.
Könnyebb hibaelhárítás: A mechanikai problémákat gyakran könnyebb diagnosztizálni és javítani.
Telepítés:
Alapítvány: továbbra is előnyös a szilárd, szintű alapítvány, de kevésbé érzékeny lehet, mint a CNC gépek.
Tápellátás: A fő motor robusztus tápegységére van szükség.
Kevesebb környezeti érzékenység: toleránsabb a változatos műhely körülmények között.
Karbantartás:
Mechanikai fókusz: A karbantartás elsősorban a kenés, a tisztítás és a mechanikus alkatrészek (fogaskerekek, csapágyak, útmutatók, ólomcsavarok) körüli forog.
Viseljen alkatrészek cseréje: A kopott mechanikus alkatrészek rendszeres ellenőrzése és cseréje kulcsfontosságú.
Üzemeltető készségfüggő: A teljesítmény erősen támaszkodik a kezelő készségére a gép beállításában és futtatásában.
A φ1000 mm-es olajcsövek-feldolgozó eszterga létfontosságú eszköz a nagy átmérőjű csövekkel foglalkozó műveletekhez. A műszaki képességek megértése, a megfelelő gép kiválasztása a meghatározott igényekhez, biztosítva a megfelelő működést és a szorgalmas karbantartás iránti elkötelezettség mind a hatékonyság, az élettartam és az általa készített munka minőségének maximalizálásában. Függetlenül attól, hogy a CNC pontosságát vagy a hagyományos gép sokoldalúságát választja, a jól karbantartott esztergaba történő beruházás jelentős hozamot eredményez az olajcsövek feldolgozásának igényes világában.
Kapcsolódó termékek
 Modell: TYSK-630T Fúrócső, ízületi és tengelykapcsoló eszterga
Modell: TYSK-630T Fúrócső, ízületi és tengelykapcsoló eszterga
A gép FANUC CNC rendszert alkalmaz stabil feldolgozási pontossággal és rugalmas programozási funkciókkal, hogy a feldolgozott alkatrészek megfeleljenek a szigorú ipari szabványoknak. A nagy nyomatékú és nagy terhelésű kialakítás hosszú távú folyamatos munkával is megbirkózik, és erős tartóssággal rendelkezik.
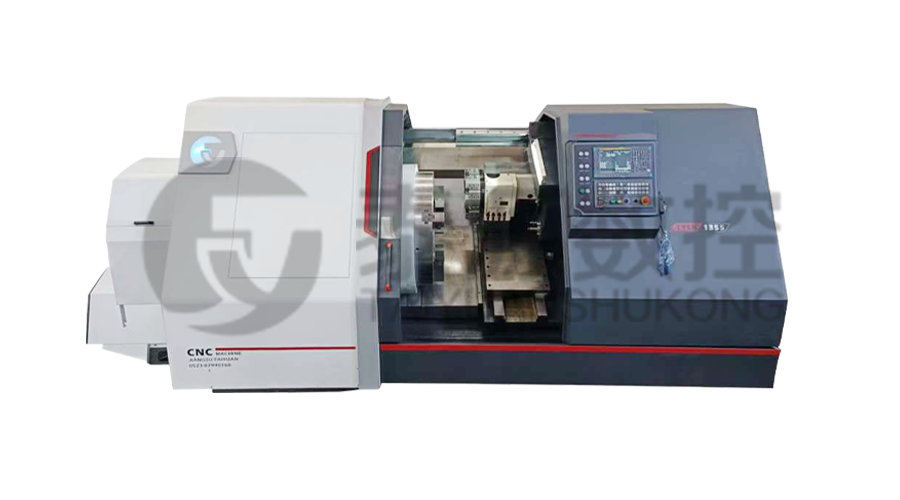
Modell: TYSK-1355 Olajcső -feldolgozó eszterga
A gép FANUC CNC rendszert alkalmaz stabil feldolgozási pontossággal és rugalmas programozási funkciókkal, hogy a feldolgozott alkatrészek megfeleljenek a szigorú ipari szabványoknak. A nagy nyomatékú és nagy terhelésű kialakítás hosszú távú folyamatos munkával is megbirkózik, és erős tartóssággal rendelkezik.
 Modell: TYSK-XQJ-550 Közepes és nagy PTFE filmkészítő gép
Modell: TYSK-XQJ-550 Közepes és nagy PTFE filmkészítő gép
Maximum 550 mm átmérőjű és 1000 mm hosszúságú nyersdarabok feldolgozására tervezték. A felhasználók igényei szerint is testreszabhatjuk. Barátságos változási sebesség és vastagság CNC-vel.
 Sorozat: TYSK-NKJ Csavarozott gép/ház és csőcsatlakozó egység
Sorozat: TYSK-NKJ Csavarozott gép/ház és csőcsatlakozó egység
A gép hidraulikus motort, mechanikus úszómechanizmust és valós idejű nyomatékérzékelést használ, alkalmazkodik az anyaghajlításhoz, és megakadályozza az anyag deformálódását. A segédgépek úgy vannak beállítva, hogy segítsék a félautomatizálást.
 Hosszú, nehéz anyagú megoldások Automatikus berakodási és kirakodási mechanizmus a csőszálakhoz
Hosszú, nehéz anyagú megoldások Automatikus berakodási és kirakodási mechanizmus a csőszálakhoz
A speciális rugalmas támogatási mód hatékonyan csökkentheti a munkadarab hajlításának hatását a megmunkálásra és javíthatja a hozamot. Szigorúan illeszkedik a mi csőmenetvágó esztergagépünkhöz.
 Moduláris vasforgácszúzó Nagy szilárdságú zúzó a chiphez
Moduláris vasforgácszúzó Nagy szilárdságú zúzó a chiphez
A pengék nagy szilárdságú anyagokból készülnek, és ésszerűen a forgácselszívó kimeneténél helyezkednek el, hogy eltörjék a csomós vasforgácsokat. Csökkenti a visszagurulás kockázatát és javítja a hulladékkeret hasznosulását.
 Sorozat: TYSK-HB Félautomata kopásálló zenekar hegesztő
Sorozat: TYSK-HB Félautomata kopásálló zenekar hegesztő
Alkalmazható ARNCO 100XT, 200XT, 300XT. Támogatja a φ1,2-2,0 magos vagy tömör huzalos felülethegesztést. Egypisztolyos szóróhegesztéssel és kétpisztolyos szóróhegesztéssel kétféleképpen szerelhető fel. PLC vagy CNC rendszervezérlés támogatása.
