Emlékeztető információk


May 25, 2026
A Moduláris vasforgácszúzó feloldja a terjedelmes, madárfészek fémforgácskezelés kritikus működési szűk keresztmetszetét a hosszú, folyamatos fémforgácsolás kis, egyenletes forgácsokká történő mechanikus redukálásával. Ez a szerkezeti térfogatcsökkentés akár 80%-kal csökkenti a nyers hulladékprofil sűrűségét, jelentősen csökkenti a raktározási területet, csökkenti a logisztikai szállítási költségeket, és akár 95%-kal maximalizálja a hűtőfolyadék visszanyerésének hozamát a következő centrifugális szétválasztási ciklusok során.
A moduláris aprítógép feldolgozási hatékonysága egy kéttengelyes vagy egytengelyes, nagy nyomatékú vágómechanizmuson alapul, amely alacsony szerkezeti sebességgel forog. Amikor a gömbgrafitos vas vagy szénacél forgácsok folyamatos kötegei belépnek a garat szájába, speciális, horog alakú ötvözet kések ragadják meg a forgácsfészek külső kerületét.
Az anyagot egy álló, ellenkés blokkhoz kényszerítik, és a fémszálakat kristályos feszültségvonalak mentén nyírják. Ez az alacsony fordulatszámú, nagy nyomatékú konfiguráció megakadályozza a hőképződést, és kiküszöböli a szikrák vagy a helyi égés kockázatát, így hihetetlenül biztonságos módszer az illékony kőolaj alapú vágóolajokkal telített hulladék feldolgozására.
Az automatizált megmunkáló cellákba vagy a központosított hulladékgyűjtő telepekbe való megfelelő integráció biztosítása érdekében a gépparamétereknek meg kell egyeznie a gyártó üzem volumenével. Az alábbi konkrét fizikai teljesítménymutatók azt mutatják, hogy a moduláris skálázás hogyan illeszkedik a különféle padlóműveletekhez.
| Teljesítménytulajdonság | Kompakt cellás modul | Központosított üzemi modul |
|---|---|---|
| Átmeneti kapacitás (acél/vas) | 200-400 kg/óra | 1500-3000 kg/óra |
| Főhajtómotor teljesítménye | 5,5 kW és 7,5 kW között | 30 kW-tól 45 kW-ig |
| Zúzás utáni forgácshosszúság profil | 15 mm alatti egységes forgács | 25 mm alatti lapátolható törmelék |
| Strukturális lábnyom mérete | 1100 mm x 850 mm | 2800 mm x 1800 mm |
A nyers, aprítatlan vasesztergák szerkezeti szivacsként működnek, és nagy mennyiségű drága emulgeált vágófolyadékot tartanak fenn nagy felületükön. A laza forgácsok feldolgozása közvetlenül egy centrifugán keresztül rendkívül nem hatékony, mivel a hosszú szerkezeti fészkek összegabalyodnak a forgó dob belsejében, ami hatalmas mechanikai egyensúlyhiányt okoz.
Ipari feldolgozási példa: Egy közepes méretű autóipari öntőüzem, amely havi 50 tonna vasesztergálást termel, nagyjából 120 liter vágóolajat veszített minden tonnányi zúzatlan forgácsra. Egy lokalizált moduláris zúzóegység bevezetése után, amely a forgácsprofilt 10 mm-es laza forgácsra csökkentette, a másodlagos forgácscsavarójuk havonta 5400 liter tiszta hűtőfolyadékot nyert vissza, ami több mint 14 000 dolláros közvetlen vegyszerbeszerzési megtakarítást eredményezett az első negyedévben.
Az ipari hulladékáramok gyakran tartalmaznak fémszennyeződéseket, például leesett csavarokat, törött keményfém szerszámbetéteket vagy nehéz szerkezeti rúdvégeket. A katasztrofális késsérülések vagy a hajtótengely elrepedése érdekében, amikor összetörhetetlen tárgyak kerülnek a kamrába, a modern moduláris egységek integrált PLC-vezérlővel rendelkeznek, amely folyamatosan figyeli a fő hajtómotor elektromos áramfelvételét.
A moduláris szerkezeti elrendezés elsődleges előnye a vágószerelvény szervizelhetősége a teljes mechanikus keret lecsupaszítása nélkül. A nagy kopásállóságú vágógyűrűket hatszögletű tengelyekre precíziósan megmunkált reteszelőgyűrűkkel szerelik fel. Ha nagy mennyiségű csiszoló öntöttvas megmunkálása után a kés élei eltompulnak, a karbantartó csapatok kicsúsztathatják a teljes tengelykazetta-szerelvényt, kicserélhetik az egyes elhasználódott pengemodulokat, és egy rövid, kétórás ütemezett karbantartási időszakon belül visszaállíthatják a gépet.
Kapcsolódó termékek
 Modell: TYSK-630T Fúrócső, ízületi és tengelykapcsoló eszterga
Modell: TYSK-630T Fúrócső, ízületi és tengelykapcsoló eszterga
A gép FANUC CNC rendszert alkalmaz stabil feldolgozási pontossággal és rugalmas programozási funkciókkal, hogy a feldolgozott alkatrészek megfeleljenek a szigorú ipari szabványoknak. A nagy nyomatékú és nagy terhelésű kialakítás hosszú távú folyamatos munkával is megbirkózik, és erős tartóssággal rendelkezik.
 Modell: TYSK-1355 Olajcső -feldolgozó eszterga
Modell: TYSK-1355 Olajcső -feldolgozó eszterga
A gép FANUC CNC rendszert alkalmaz stabil feldolgozási pontossággal és rugalmas programozási funkciókkal, hogy a feldolgozott alkatrészek megfeleljenek a szigorú ipari szabványoknak. A nagy nyomatékú és nagy terhelésű kialakítás hosszú távú folyamatos munkával is megbirkózik, és erős tartóssággal rendelkezik.
 Modell: TYSK-XQJ-550 Közepes és nagy PTFE filmkészítő gép
Modell: TYSK-XQJ-550 Közepes és nagy PTFE filmkészítő gép
Maximum 550 mm átmérőjű és 1000 mm hosszúságú nyersdarabok feldolgozására tervezték. A felhasználók igényei szerint is testreszabhatjuk. Barátságos változási sebesség és vastagság CNC-vel.
 Sorozat: TYSK-NKJ Csavarozott gép/ház és csőcsatlakozó egység
Sorozat: TYSK-NKJ Csavarozott gép/ház és csőcsatlakozó egység
A gép hidraulikus motort, mechanikus úszómechanizmust és valós idejű nyomatékérzékelést használ, alkalmazkodik az anyaghajlításhoz, és megakadályozza az anyag deformálódását. A segédgépek úgy vannak beállítva, hogy segítsék a félautomatizálást.
 Hosszú, nehéz anyagú megoldások Automatikus berakodási és kirakodási mechanizmus a csőszálakhoz
Hosszú, nehéz anyagú megoldások Automatikus berakodási és kirakodási mechanizmus a csőszálakhoz
A speciális rugalmas támogatási mód hatékonyan csökkentheti a munkadarab hajlításának hatását a megmunkálásra és javíthatja a hozamot. Szigorúan illeszkedik a mi csőmenetvágó esztergagépünkhöz.
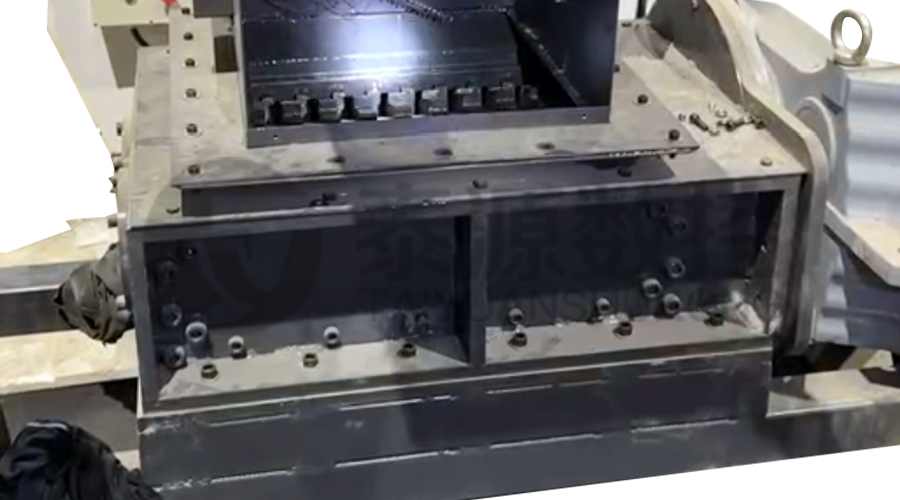
Moduláris vasforgácszúzó Nagy szilárdságú zúzó a chiphez
A pengék nagy szilárdságú anyagokból készülnek, és ésszerűen a forgácselszívó kimeneténél helyezkednek el, hogy eltörjék a csomós vasforgácsokat. Csökkenti a visszagurulás kockázatát és javítja a hulladékkeret hasznosulását.
 Sorozat: TYSK-HB Félautomata kopásálló zenekar hegesztő
Sorozat: TYSK-HB Félautomata kopásálló zenekar hegesztő
Alkalmazható ARNCO 100XT, 200XT, 300XT. Támogatja a φ1,2-2,0 magos vagy tömör huzalos felülethegesztést. Egypisztolyos szóróhegesztéssel és kétpisztolyos szóróhegesztéssel kétféleképpen szerelhető fel. PLC vagy CNC rendszervezérlés támogatása.
