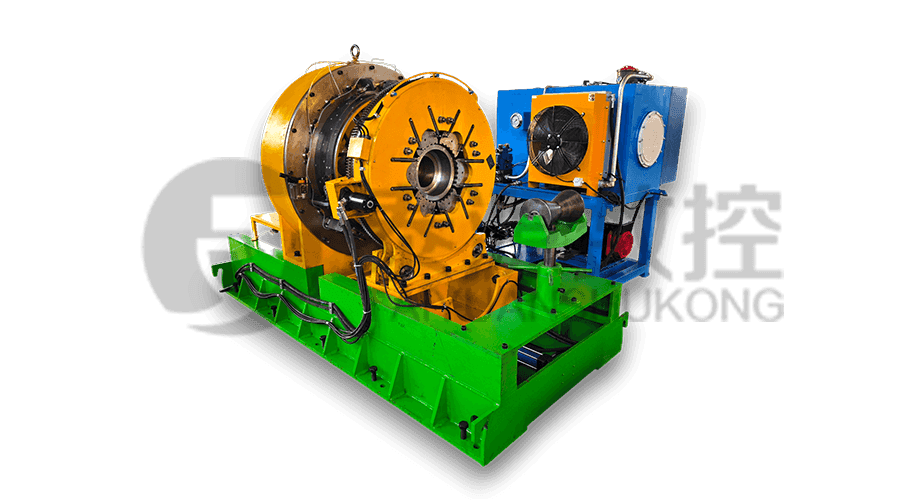
Modell: Tysk-630T
A gép egy FANUC CNC rendszert alkalmaz, stabil feldolgozási pontossággal és r...


Kiváló berendezés-feldolgozási pontosság, jó merevség, első osztályú feldolgozási hatékonyság, hogy termékeink képesítéssel rendelkezzenek API-szabványokra és a legtöbb piaci prémium kapcsolatra.

A gép egy FANUC CNC rendszert alkalmaz, stabil feldolgozási pontossággal és r...

A gép egy FANUC CNC rendszert alkalmaz, stabil feldolgozási pontossággal és r...





Az Oil Country Tubular Goods (OCTG) gyártásának igényes környezetében az American Petroleum Institute (API) 5CT szabványainak betartása nem csupán szabályozási követelmény, hanem az üzembiztonság alapja. A kútsor inte...

A kőolajipari berendezések gyártásának nagy jelentőségű szektorában az önálló berendezésekről a teljesen integrált rendszerekre való áttérés többé nem luxus, hanem technikai szükségszerűség. A cnc cső menetvágó gé...
A nagy teljesítményű műanyagiparban a drága nyersanyagok használható fóliává alakításának hatékonysága kritikus mérőszám a jövedelmezőség szempontjából. A töltött PTFE (politetrafluor-etilén) tuskó feldolgozása – amel...
Elkötelezettségünk
Célunk, hogy testreszabott megoldásokat kínáljunk a piac és ügyfeleink számára, legyen szó akár egyetlen termékről, akár egy komplett berendezéskészletről.
Bár a piacok, az alkalmazások és az ügyfelek eltérőek, egyedi megközelítésünk segíti ügyfeleinket a sikerben.
Türelmesen és körültekintően fogunk válaszolni az ügyfelek minden kérdésére és visszajelzésére.
Az ügyfelekkel folytatott konzultáció esetén a lehető leghamarabb a legprofesszionálisabb és legmegfelelőbb árajánlatot adjuk.
Ügyfeleink minden új termékével kapcsolatban nagyon professzionálisan kommunikálunk velük, meghallgatjuk a véleményüket, és gyakorlati javaslatokat teszünk annak érdekében, hogy a legjobb termékeket kínáljuk.
Ügyfeleink minden megrendelését időben, minőségi és mennyiségi garanciával teljesítjük.

A Jiangsu Taiyuan CNC GOODED Co., Ltd. számos CNC szerszámot tartalmaz a csőfeldolgozáshoz. A következő módszer a vágási paraméterek beállításának módja CNC Pipe Threading Lathe Machine A szál minőségének biztosítása érdekében, amikor különböző anyagok csöveit dolgoznak fel:
Acélcsövek feldolgozása
Vágási sebesség: Közepes szénacélból készült csövek esetén a vágási sebesség körülbelül 100-200 m/perc lehet. Ha az ötvözött acél, nagy keménysége miatt, akkor a vágási sebességet megfelelő módon kell csökkenteni kb. 80-150 m/percre, hogy megakadályozzák a szerszám túlzott kopását és biztosítsák a szál felületi minőségét.
Takarmány-sebesség: Általában a forradalomonkénti takarmány-sebesség megfelelőbb, 0,5-1,2 mm/REV. A nagy pontosságú követelményekkel rendelkező szálak esetében kisebb előadási sebesség, például 0,5-0,8 mm/fordulatszám választható ki a szál befejezésének és pontosságának javítása érdekében.
Vágási mélység: A szál specifikációi és követelményei szerint a vágási mélység 1-2 mm-en szabályozható durva megmunkálás során és 0,2–0,5 mm-re a finom megmunkálás során.
Rézcsövek feldolgozása
Vágási sebesség: A réz keménysége viszonylag alacsony, és a vágási sebesség megfelelően megnövelhető, általában 200-300 m/perc. A sebesség azonban nem lehet túl magas, különben rézforgácsot okozhat a szerszám köré, és befolyásolhatja a feldolgozási minőséget.
Takarmány-sebesség: Az előtolási sebesség 0,8-1,5 mm/fordulatszám között lehet kiválasztani. A réz jó rugalmasságának köszönhetően a nagyobb betáplálási sebesség csökkentheti a vágási erőt és megakadályozhatja az anyag túlzott deformációját, de azt is meg kell jegyezni, hogy nem szabad túl nagynak lennie ahhoz, hogy elkerülje a szál pontosságát.
Vágási mélység: A vágási mélység 1,5-2,5 mm lehet durva megmunkálás során és 0,3-0,6 mm a finom megmunkálás során.
Alumíniumcsövek feldolgozása
Vágási sebesség: Az alumínium alacsony keménységgel és jó vágási teljesítménygel rendelkezik, így a vágási sebesség magasabb lehet, általában 300-500 m/perc. Figyelembe kell venni azonban a beépített él problémáját, amely a nagysebességű vágás során előfordulhat, amelyet megfelelő hűtési és kenési intézkedésekkel lehet megoldani.
Takarmány-sebesség: Az előtolási sebesség körülbelül 1-2 mm/REV. Mivel az alumínium anyagok lágyabbak, a nagyobb előtolási sebesség javíthatja a feldolgozási hatékonyságot, de meg kell akadályozni, hogy a túlzott takarmány -sebesség olyan hibákat okozzon, mint például a szál felületén lévő karcolások.
Vágási mélység: A vágási mélység 2-3 mm lehet a durva feldolgozás során és 0,3-0,8 mm a finom feldolgozás során.
Rozsdamentes acélcsövek feldolgozása
Vágási sebesség: A rozsdamentes acél nagy szilárdsággal és keménységgel rendelkezik, és hajlamos a munkára. A vágási sebesség általában 60-120 m/perc. A túl alacsony sebesség megnövekedett szerszám kopást okoz, és a túl nagy sebesség a szerszám égési sérüléseit és a munkadarab deformációt okozhat.
Takarmány-sebesség: A forradalomonkénti takarmány-sebesség általában 0,3-0,8 mm/REV. A kisebb betáplálási sebesség csökkentheti a vágási erőt, csökkentheti a munka keményedésének mértékét és elősegítheti a szálak minőségét.
Vágási mélység: A vágási mélység 0,8-1,5 mm-en szabályozható durva megmunkálás során és 0,1-0,3 mm-en a finom megmunkálás során.
